Hello, welcome to the official website of Chongqing Machine Tool (Group) Co., Ltd.!
 Join Us
Join Us Contact Us
Contact Us
 简体中文
简体中文
 English
English

-
 Consult
Consult
-
 Tel
023-62555280
Tel
023-62555280
-
 Feedback
Feedback
-
 Top
Top

全部分类>


VHC300
Double spindle vertical CNC lathe
It is suitable for processing large, thin, heavy and irregular parts of mining machinery, engineering machinery, heavy truck, motor and water pump.
CategoryLathe & Machining Center
Detail
Preferred equipment for hot and hard vehicles
The machine tool is a six axis two linkage double spindle vertical CNC lathe, which is green, environment-friendly and efficient.
The machine tool adopts the parallel connection of two vertical cars with symmetrical structure, with compact layout and structure, which effectively reduces the floor area of the machine tool. The symmetrical structure of double spindle and double tool rest improves the production efficiency and shortens the processing beat of parts. Equipped with fully enclosed protective cover, good leak proof.
The machine tool adopts high-precision barrel sleeve spindle unit, which has the characteristics of high precision, high rigidity and high speed. It is especially suitable for the processing of post heat quenched parts. It has the processing accuracy of small dispersion and the processing of parts with high finish requirements. The feed shaft is directly driven by servo motor and ball screw, and imported roller guide rail is selected, which has high dynamic response performance and good precision retention.
Machine tool clamping workpiece conforms to ergonomics, and workpiece handling is easier. Due to the self weight of the processed parts, the parts fit more closely with the positioning surface of the fixture to meet the requirements of high-precision machining. For irregular parts, the fixture structure is simpler and the cost is lower than that of horizontal lathe.
The machine tool can be configured with joint robot to form an automatic production line.
The machine tool can be configured with FANUC, Rexroth, wide number system, etc.
|
Show artifacts |
|||||||
|
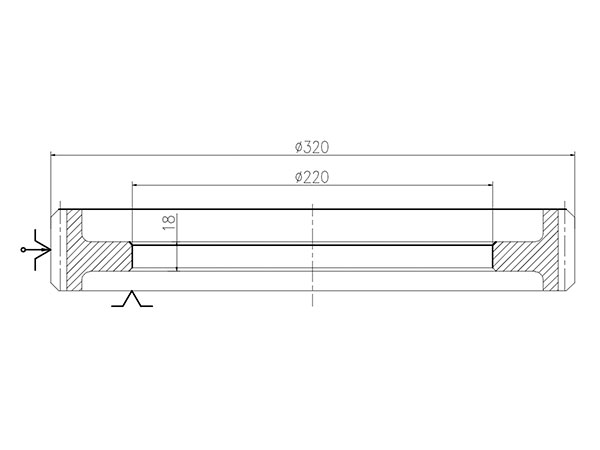
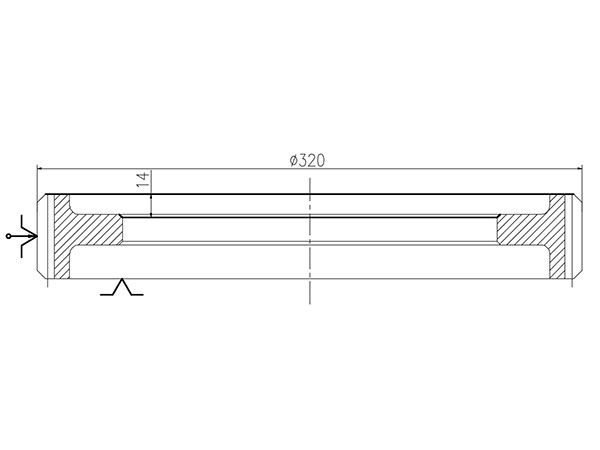
Left machine tool (Op10):
|
Right machine: (OP20):
|
||||||
|
Main specifications and parameters of machine tool |
Maximum workpiece diameter (mm) |
Φ400 |
|||||
|
Maximum workpiece height (mm) |
450 |
||||||
|
Spindle speed range (R / min) |
50~2500 |
||||||
|
Servo main motor power (kw) |
15 |
||||||
|
Tool parameters |
Tool specification |
Cylindrical turning tool:25*25 |
|||||
|
Inner hole turning tool:D40/D25 |
|||||||
|
Blade specification |
CNMG120408 |
||||||
|
Blade material |
CBN |
||||||
|
Cutting parameters |
|
Left machine tool(OP10) |
Right machine tool(OP20) |
||||
|
Processing content |
Finish turning end face |
Finish turning inner hole, chamfering |
Finish turning end face |
Chamfer |
|||
|
Spindle speed |
260r/min |
350r/min |
260r/min |
350r/min |
|||
|
Feed rate |
0.1mm/r |
0.08mm/r |
0.1mm/r |
0.08mm/r |
|||
|
Auxiliary time |
25 S |
0S |
25 S |
0S |
|||
|
Cutting time |
60 S |
60S |
60S |
15S |
|||
|
Work step |
85S |
60S |
85S |
15S |
|||
|
machining |
145S |
100S |
|||||
Gear turning preferred equipment
The machine tool is a six axis two linkage double spindle vertical CNC lathe, which is green, environment-friendly and efficient.
The machine tool adopts the parallel connection of two vertical cars with symmetrical structure, with compact layout and structure, which effectively reduces the floor area of the machine tool. The symmetrical structure of double spindle and double tool rest improves the production efficiency and shortens the processing beat of parts. Equipped with fully enclosed protective cover, good leak proof.
The machine tool adopts high-precision barrel sleeve spindle unit, which has the characteristics of high precision, high rigidity and high speed. It is especially suitable for the processing of post heat quenched parts. It has the processing accuracy of small dispersion and the processing of parts with high finish requirements. The feed shaft is directly driven by servo motor and ball screw, and imported roller guide rail is selected, which has high dynamic response performance and good precision retention.
Machine tool clamping workpiece conforms to ergonomics, and workpiece handling is easier. Due to the self weight of the processed parts, the parts fit more closely with the positioning surface of the fixture to meet the requirements of high-precision machining. For irregular parts, the fixture structure is simpler and the cost is lower than that of horizontal lathe.
The machine tool can be configured with joint robot to form an automatic production line.
The machine tool can be configured with FANUC, Rexroth, wide number system, etc.
|
Show artifacts |
|||||||
|
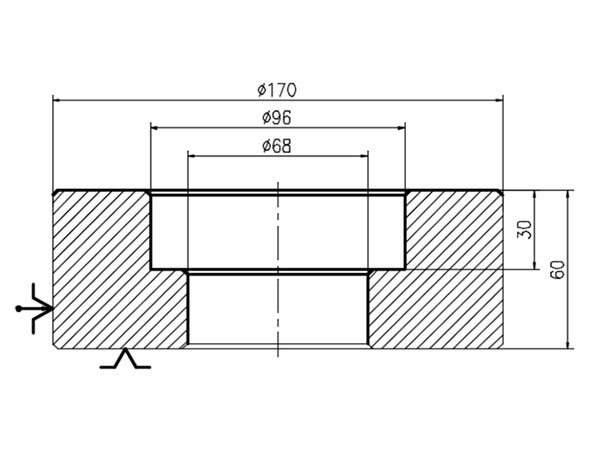
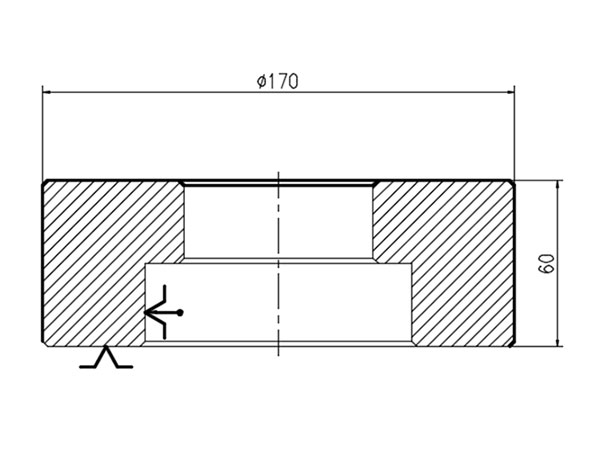
Left machine tool (Op10):
|
Right machine tool (OP20):
|
||||||
|
Main specifications and parameters of machine tool |
Maximum workpiece diameter (mm) |
Φ400 |
|||||
|
Maximum workpiece height (mm) |
450 |
||||||
|
Spindle speed range (R / min) |
50~2500 |
||||||
|
Servo main motor power (kw) |
15 |
||||||
|
Tool parameters |
Tool specification |
Cylindrical turning tool:20*20/25*25 |
|||||
|
Inner hole turning tool:D20/D32 |
|||||||
|
Blade specification |
TCMT16T304 |
||||||
|
Blade material |
NC3020 |
||||||
|
Cutting parameters |
|
Left machine (Op10) |
Right machine tool (OP20) |
||||
|
Processing content |
Finish turning end face |
Finish turning inner end face and inner hole |
Finish turning end face and outer circle |
||||
|
Spindle speed |
400r/min |
900r/min |
400r/min |
||||
|
Feed rate |
0.15mm/r |
0.12mm/r |
0.15mm/r |
||||
|
Auxiliary time |
25 S |
0S |
25 S |
||||
|
Cutting time |
42 S |
52S |
117S |
||||
|
Work step |
67S |
52S |
142S |
||||
|
machining |
119S |
142S |
|||||
Keyword:
Spindle
Machine tool
Processing
Workpiece
spare parts
min
Structure
25
use
RECOMMENDED PRODUCTS
_1.jpg)










I WANT TO CONSULT
Hello! Welcome to the official website of CHMTI If you have any inquiries, please contact us in the following way. Thank you!
ADD.:No. 6, Jiangxi Road, Nan'an District, Chongqing, China.
Zip:401336
Tel:+86-023-62555280 / 62555290 / 62555414
Fax:+86-023-62551452 / 62551293
Email:scyxb@chmti.com


©️ 2021 Chongqing Machine Tool (Group) Co., Ltd. All Rights Reserved. 渝ICP备2021006364号-1 Powered by:www.300.cn
